 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Optimering av temperaturkontroll för att fördubbla effektiviteten av dubbelskruvsextruderingsprocessen
Ningbo Fangli Technology Co., Ltd.är entillverkare av mekanisk utrustningmed över 30 års erfarenhet avutrustning för extrudering av plaströr, nytt miljöskydd och ny materialutrustning. Sedan starten har Fangli utvecklats utifrån användarnas krav. Genom ständiga förbättringar, oberoende FoU på kärnteknologin och matsmältning och absorption av avancerad teknologi och andra medel har vi utvecklatPVC-rör extrudering linje, PP-R rörsträngsprutningslinje, PE vattenförsörjning / gasrör extrudering linje, som rekommenderades av det kinesiska byggnadsministeriet för att ersätta importerade produkter. Vi har fått titeln "Förstklassigt varumärke i Zhejiang-provinsen".
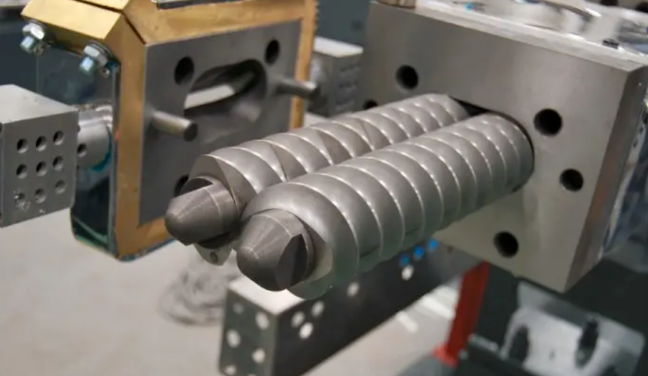
Twin-screw extrudering är en av nyckelprocesserna vid polymerbearbetning. Dess stabila drift och kvaliteten på slutprodukten är starkt beroende av exakt processkontroll, med temperaturkontroll som kärnan.
På grund av komplexiteten hos utrustningsmodeller, skruvkonfigurationer och materialdiversitet, härleds de optimala processparametrarna ofta från långvariga experiment och ackumulerad erfarenhet. Följande ger en kort introduktion till flera viktiga temperaturrelaterade faktorer i dubbelskruvsextruderingsprocessen.
01 Extruderingsprocesstemperatur
Många faktorer måste beaktas vid utformningen av extruderingsprocessens temperatur. Den primära faktorn är den högsta smältpunkten bland materialkomponenterna. Till exempel, i en förrådsblandning av polypropen, har polypropenbäraren den högsta smältpunkten vid 170°C, så processtemperaturerna för varje zon är inställda runt 170°C. Naturligtvis kan detta variera beroende på uppvärmningsmetod; temperaturerna skiljer sig mellan motståndsuppvärmning och elektromagnetisk induktionsuppvärmning, där den senare vanligtvis är lägre.
För det andra är processtemperaturen relaterad till utrustningens storlek och produktionshastighet. Högre effekt kräver mer värme för att mjuka upp och smälta materialet, vilket kräver en högre processtemperatur. Temperaturen utformas också segmentellt utifrån behov av transport och skjuvning. Högre temperatur sänker materialets viskositet och skjuvkraft, medan lägre temperatur ökar viskositeten och skjuvkraften. Justeringar av processtemperatur bör också beakta andra fysikaliska egenskaper hos materialet, såsom viskositet.
02 Feed ThroatTemperatur
Nyckeln till att ställa in matarstrupens temperatur är att förhindra att material fastnar på skruven, vilket skulle hindra normal matning. För att tillåta materialet att smälta tidigt för skjuvdispergering, bör matarhalsens temperatur vara så nära bärarens smältpunkt som möjligt utan att orsaka vidhäftning. I vissa formuleringar finns tillsatser med låg smältpunkt i mycket små mängder. Även om de smälter, påverkar de inte nämnvärt den totala materialtransporten, så deras inverkan på processtemperaturen är minimal.
Vissa formuleringar innehåller emellertid många material med låg molekylvikt. Något förhöjda temperaturer, i kombination med värme som överförs från nedströms uppvärmningszoner via skruven, kan göra att dessa material smälter i förtid vid matarhalsen, vilket leder till materialvidhäftning och matningsfel. Därför måste matningszonen hållas vid en låg temperatur under uppvärmning före start. Kylning kan behöva aktiveras för att bibehålla denna låga temperatur. Annars kan skruvglidning och matningsproblem uppstå efter start. För att undvika uppstartsavvikelser är det ofta bättre att initialt ställa in temperaturen på konventionellt sätt och sedan sänka matningszonens temperatur efter start.
03 Utluftsportens temperatur
Ventilationsöppningens temperatur måste i allmänhet sänkas på lämpligt sätt. Teoretiskt, för att förhindra att smältan lätt rinner ut och orsakar ventilblödning, bör temperaturen i både zonen före och efter ventilen justeras. Denna justering säkerställer att materialet flyter framåt lätt men har svårt att strömma uppåt och ut ur ventilationsporten. Under förhållanden med stabilt, snabbt flöde, god spridning och lågt smälttryck kan det dock hända att speciella justeringar av ventilationsportens temperatur inte är nödvändiga. Följaktligen är många operatörer inte uppmärksamma på denna parameter.
04 Blandningssektionens temperatur
Blandningssektionen är ett kritiskt område i produktion av tvåskruvsförråd. Dess temperaturkontroll är relaterad till kraven på skjuvkraft. Dess nyckelfunktion är skjuvspridning av pigment, och skjuvkraften är nära kopplad till temperaturen: för hög temperatur minskar smältviskositeten och skjuvkraften. Lämpligt lägre temperatur ökar viskositeten, vilket resulterar i bättre skjuvspridning. Storleken på skjuvkraften påverkar ofta huvudmotorströmmen direkt. Därför justerar erfarna operatörer processtemperaturen i denna zon baserat på förändringar i huvudmotorströmmen.
05 Dö huvudTemperatur
Utformning av formhuvudets temperatur: När smältan kommer in i formhuvudet och är på väg att extruderas för pelletisering (oavsett om det sker genom strängpelletering, vattenring eller undervattenspelletering), måste temperaturen i allmänhet sänkas på lämpligt sätt. Testning kan bestämma extrudattemperaturen och notera dess skillnad från smälttemperaturen inuti trumman. Dessutom, om den är utrustad med en skärmväxlare direkt, är varaktigheten och framgången för skärmbytesprocessen ofta relaterad till viskositet och smältflödeshastighet, vilket kan hanteras genom att justera munstyckshuvudets temperatur.

Andra påverkande faktorer bortom temperatur
06 Matarhastighetskontroll
Matarhastighetskontroll påverkar direkt utmatningen. Vid stabil produktion är extruderingshastigheten lika med matningshastigheten. Ändring av matarhastigheten ändrar utmatningen och påverkar samtidigt processen. Att öka matarhastigheten lägger till mer material i skruven, vilket effektivt sänker processtemperaturen; omvänt, en minskning av matarhastigheten höjer effektivt processtemperaturen. Ändringar i matarhastigheten påverkar också produktens spridningskvalitet. Därför måste justeringar av matarhastigheten övervägas holistiskt, med sikte på både en stabil produktionsprocess för masterbatch och säkerställande av slutproduktens kvalitet.
07 Huvudskruvens hastighet
Huvudskruvens hastighet är skruvarnas rotationshastighet. Med konstant matningshastighet påverkar en förändring av huvudskruvens hastighet endast tillfälligt strängsprutningshastigheten innan den gradvis återgår till det normala. Skruvhastighetens nyckelroll ligger i skjuvspridning, vilket är en annan kritisk faktor för att kontrollera produktkvaliteten. Detta kräver samordning mellan temperatur och skjuvhastighet. Vissa produkter kräver hög skjuvning, vilket kräver högre skruvhastigheter. Andra kräver låg skjuvning, vilket kräver lägre hastigheter - naturligtvis kan att uppnå låg skjuvning också innebära justeringar av processtemperaturen. Varje maskin har en maxhastighetsgräns, som måste respekteras med en lämplig säkerhetsmarginal.
08 Smälttryck
Smälttrycket hålls i allmänhet under 1 MPa. Det är relaterat till maskstorlek, pigmentdispersionseffektivitet, smälttemperatur och viskositet. Mindre siktnät, sämre pigmentdispersion och lägre smältviskositet leder till högre tryck; omvänt är trycket lägre. Smälttrycket är en omfattande återspegling av flera faktorer; undvika förenklade eller godtyckliga bedömningar enbart baserat på det. Det kan dock tjäna som en användbar referens för att justera processen och övervaka tillståndet för produktspridning.
09 Konfiguration och utbyte av skärmpaket
Skärmpaket tjänar funktioner som filtrering och ökande skjuvning genom att orsaka smältåterflöde. De bör konfigureras och bytas ut rimligt enligt specifika produkt- och kvalitetskrav.
10 Miljöfokus förTwin-Screw Extruders
De viktigaste miljöhänsynen för extruder med dubbelskruv är: för det första, damm vid matarhalsen; för det andra, gaser från ventilationsöppningar och munstyckshuvudet; och för det tredje, kylvattenbehandling. Ansträngningar bör göras för att heltäckande fånga, filtrera och samla in dessa för korrekt kassering.

Sammanfattningsvis är temperaturen kärnvariabeln som löper genom hela dubbelskruvsextruderingsprocessen. Den är tätt kopplad till parametrar som matningshastighet, skruvhastighet och tryck, som tillsammans bestämmer smältning, transport, dispergering, ventilering och slutlig formning av materialet. En stabil, högkvalitativ extruderingsprocess förlitar sig på exakt och holistisk kontroll av temperatursystemet.
Om du behöver ytterligare information,Ningbo Fangli Technology Co., Ltd.välkomnar din förfrågan. Vi kommer att tillhandahålla professionell teknisk vägledning eller utrustningsförslag.
Skicka förfrågan


X
Vi använder cookies för att ge dig en bättre webbupplevelse, analysera webbplatstrafik och anpassa innehåll. Genom att använda denna sida godkänner du vår användning av cookies.
Sekretesspolicy