 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Introduktion till rörextruderingsprocess, utrustning, kvalitetsdefekter, etc.
Ningbo Fangli Technology Co., Ltd.är entillverkare av mekanisk utrustningmed över 30 års erfarenhet avutrustning för extrudering av plaströr,nytt miljöskydd och ny materialutrustning.Sedan starten har Fangli utvecklats utifrån användarnas krav. Genom ständiga förbättringar, oberoende FoU på kärnteknologin och matsmältning och absorption av avancerad teknologi och andra medel har vi utvecklatPVC-rör extrudering linje,PP-R rörsträngsprutningslinje, PE vattenförsörjning / gasrör extrudering linje, som rekommenderades av det kinesiska byggnadsministeriet för att ersätta importerade produkter. Vi har fått titeln "Förstklassigt varumärke i Zhejiang-provinsen".
I. Processflöde
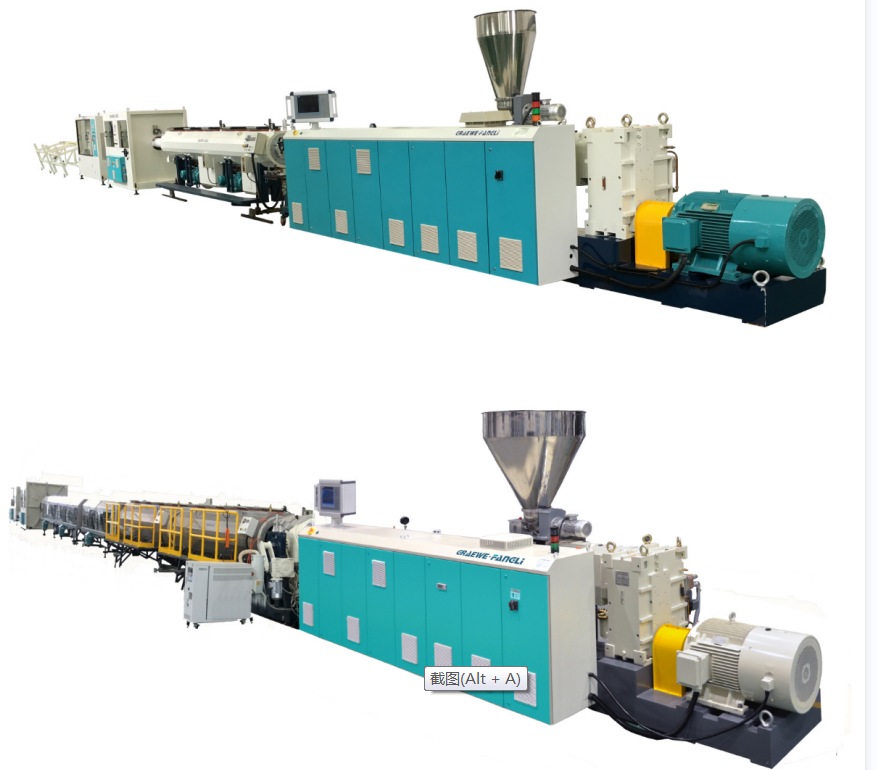
För närvarande är PVC- och PO-rör de högsta volymprodukterna både nationellt och internationellt.Bild 1visar produktionsprocessens flödesdiagram för polyolefinrör (PO). Plast matas in i den ringformade spaltformen (2) av skruven som en likformigt mjukgjord smälta, som extruderar en rörformning. Denna kommer omedelbart in i kalibreringsenheten (3) för kylning och dimensionering och genomgår sedan ytterligare tillräcklig kylning i kyltanken (4). Röret dras ut med konstant hastighet av den justerbaraavlämningsenhet(6), och skär till slutligen till specificerade längder av skäraren (7). Tunnväggiga rör med diametrar under 160 mm kan lindas upp till rullar av upprullaren (9).

Figur 1 Schematiskt diagram av PO-rörproduktionsprocessflöde
1---Extruder; 2---PipeDö; 3---Kalibreringshylsa;
4---Vakuumkalibrering Kylning; 5---Kyltank;
6---Avlämningsenhet; 7---Fräs;
8---Skrivare; 9---Coiler
II. Process och utrustning
För PO-rörproduktion, ahögeffektiv enskruvsextruderbör väljas. Matningszonen använder en axiellt spårad cylinder. Förhållandet mellan skruvlängd och diameter (L/D) är 30–33:1. Skruvstrukturen är en tvåstegskonstruktion med varierande djup och stigning: stigningen i matningssektionen är mindre än skruvdiametern, medan stigningen i smält- och homogeniseringssektionerna är större än skruvdiametern. För att förbättra blandningseffektiviteten är vissa skruvar utrustade med ytterligare blandningshuvudelement. Denna typ av enkelskruvsextruder erbjuder relativt hög effekt och god mjukgöring. Till exempel kan en enkelskruvsextruder med en 90 mm skruvdiameter uppnå en effekt som överstiger 600 kg/h. Vidare använder man vanligtvis samroterande dubbelskruvsextrudrar för tillverkning av PO-rör fyllda med kalciumkarbonat, bariumsulfat, trämjöl eller glasfibrer.
Tillverkningen av PVC-rör liknar i grunden den av PO-rör. Vanligtvis används är motroterande koniska ellerparallella dubbelskruvextrudrar, vilket tillåter direkt extrudering av torrblandningspulver. Deras effekt sträcker sig från 10 kg/h för rör med liten diameter till 1100 kg/h för rör med stor diameter. Skruvens L/D-förhållande har ökat från tidigare 18:1 till 25:1. Till exempel, adubbelskruvsextrudermed en 90 mm skruvdiameter kan uppnå en effekt som överstiger 300 kg/h.
Som framgår av figur 1 består rörextruderingsutrustningen nedströms huvudsakligen av kylvattentanken,avlämningsenhet, fräs, coiler, eller dumpningsbord.
När röret lämnar kalibrerings- och kylenheten är det inte helt kylt till rumstemperatur. Om den inte kyls ytterligare kan temperaturgradienten som finns i rörväggens radiella riktning göra att det redan härdade yttre lagret mjuknar igen på grund av temperaturhöjning, vilket leder till deformation. Å andra sidan måste röret också motstå påfrestningar från avdragnings-, skär- och lindningsutrustning. Därför måste restvärme avlägsnas, vilket kyler ner röret till rumstemperatur. Kylningsmetoder inkluderar vattenbad och spraykylning. I en vattenbadskyltank ska vattennivån sänka röret helt. Tanken är uppdelad i flera sektioner. Kylvatteninloppet är inställt på den sista sektionen, vilket gör att vattenflödets riktning är motsatt rörets extruderingsriktning, vilket skapar en kyltemperaturgradient. Detta resulterar i mer gradvis rörkylning och lägre inre spänningar. Avståndet mellan kylvattentanken och kalibrerings-/kylenheten bör inte överstiga en tiondel av den totala kyllängden; annars kan temperaturskillnaden mellan rörets yttervägg och kylvattnet öka för mycket. Även om vattenbadsmetoden är enkel kan temperaturskillnader mellan övre och nedre vattenskikt i tanken orsaka ojämn kylning och böjning av röret. Dessutom kan flytkrafter som verkar på röret lätt orsaka deformation, vilket gör denna metod särskilt olämplig för kylning av rör med stor diameter.
Funktionen avrördragningsenhetär att tillhandahålla en viss avlägsningshastighet och kraft till det redan dimensionerade och kylda röret, övervinna friktionskraften som genereras av dimensioneringsanordningen på röret, och därigenom dra ut röret med konstant hastighet till lindnings- eller dumpningsbordet. Avlägsningsenheten är en av de viktigaste delarna av nedströmsutrustning för rörproduktion och måste uppfylla följande krav.
(1)Denavdraghastigheten måste kunna justeras steglöst och smidigt, vilket säkerställer konstant hastighetsavdrag. Instabil avlägsningshastighet kommer att få rördiametern att fluktuera. Avlägsningshastigheten måste vara nära koordinerad med extruderingshastigheten. Rörväggtjockleken justeras genom att reglera avdragningshastigheten: långsammare avdragningshastighet ger tjockare väggar, snabbare hastighet ger tunnare väggar. Att välja rätt avlägsningshastighet är en effektiv metod för att säkerställa produktens dimensionsöverensstämmelse. Modern design kan uppnå maximala avlämningshastigheter upp till 30 m/min.
(2)En konstantavdragkraft måste bibehållas, utan något push-pull-fenomen, annars kan det orsaka ytvågighetsdefekter på röret. Tillräcklig dragkraft krävs också. Den erforderliga avdragningskraften ökar med kontaktyta och dimensionering av radiellt tryck. För små och medelstora rör är avdragskraften i allmänhet 100–600 N; för rör med stor diameter är det i allmänhet 800–10 000 N.
(3) Spännkraften hosavlämningsenhetgriparen bör vara justerbar och kunna gripa rör med olika diametrar utan att orsaka ytskador eller deformation. För närvarande används gripdon av larvtyp i stor utsträckning. Dessa består av 2 till 12 spår jämnt anordnade runt röret. Spåren är inbäddade med ett visst antal klämblock av gummi/plast, mestadels konkava eller vinklade för att öka arean som applicerar radiellt tryck på röret. Justering av klämkraften uppnås via pneumatiska, hydrauliska eller blyskruv-muttermekanismer. Antalet spår ökar med rördiametern.
Efter att röret har dragits av till en viss längd måste det kapas till. Fräsar finns i olika typer, utvalda baserat på rördiameter och väggtjocklek, materialtyp, skärlängd, skärkvalitet, skärform etc. Automatiska skärare av giljotintyp och cirkulära radialsågar är lämpliga för kapning av små och medelstora rör; planetautomatiska skärare är lämpliga för rör med stor diameter. När kapningskommandot tas emot, griper kaparen röret med en klämma och rör sig i rörets avdragningsriktning samtidigt som kapningsåtgärden avslutas. Efter kapning trycker en pneumatisk mekanism tillbaka den till återställningsläget.
Coiler och dumpningsbord. Endast rör som inte deformeras under böjning lindas till spolar med hjälp av en lindare, med automatisk kapning och avlastning. Den linjära lindningshastigheten är synkroniserad med extruderingshastigheten och kan justeras steglöst. När extruderingshastigheten är mindre än 2 m/min används vanligtvis en enstationslindare; när extruderingshastigheten överstiger 2 m/min bör en dubbelstation eller till och med flerstationslindare användas.
III. Nyckelfaktorer för att kontrollera rördefekter
Följande ordningen för processflödet i figur 1, listas de viktigaste relaterade faktorerna för att eliminera kvalitetsdefekter nedan.
(1)Matningssektion:Råvaruformulering; form och storlek på råvaror; färgningsmetod; torkningsmetod; blandning av omslipat/återvunnet material; typer och dosering av tillsatser; kylkapaciteten hos behållaren.
(2)Extruder: Skruvdiameter; skruv L/D-förhållande; skruvkompressionsförhållande; skruvstruktur typ; skruvhastighet; ventilationsprestanda; skruv temperaturkontroll; kontroll av uppvärmning och kylning av fat; temperaturprofiler längs extruderzoner; extruder vridmoment; energiförbrukning; adapter; temperaturval och kontroll för skärmväxlare; skärmpaketstyp och specifikation.
(3)Dö:Die gap; landlängd; formstrukturtyp; flödeskanalform; smältfördelning; temperaturinställning och kontroll; formhuvudtryck; kontroll av väggtjocklek.
(4) Kalibrering & Kylning:Kalibreringsmetod; kalibratordimensioner; vakuumlåda vakuumnivå eller internt tryck kalibreringsrör lufttryck och längd; tätning av kalibreringssystemet; kalibreringstid; kylvattenflödeshastighet; kylvattentemperatur; kylningsmetod.
(5)Kylvattentank:Kylningsmetod; vattenledningslayout; kylvattenflödeshastighet; kyltankens längd; kylvattentemperatur; rörkylningseffektivitet.
(6)Avlämningsenhet: Haul-off hastighet och kontroll; kalibrering av avdragskraft; klämkraft och kontroll; antal spår och effektiv längd; ythårdhet och form av klämblock; avdragskontaktyta.
(7) Fräs: Kuttertyp; sågbladstandprofil och material; återställningsmekanism; spånuppsamling och dammborttagning; bullerkontroll; begränsa systeminställning; klämmekanism; drivsystem och kraft; automatiskt skärverkanssystem.
(8)Coiler & Dumpbord: Spänningskontroll; längdskuren kommandosystem; val av upprullningsstation; lindningsdiameter; dumpningsindikation; linjär lindningshastighet.
(9) Bilaga:Villkor för automatiserad produktion:Mätning av väggtjocklek; kontroll av yttre diameter; viktmätning och produktionsstatistik; driftstatus för kugghjulssmältpumpen; formcentreringssystem.
Om du behöver mer information,Ningbo Fangli Technology Co., Ltd.välkomnar dig att kontakta för en detaljerad förfrågan, vi kommer att förse dig med professionell teknisk vägledning eller förslag på utrustningsupphandling.
Skicka förfrågan


X
Vi använder cookies för att ge dig en bättre webbupplevelse, analysera webbplatstrafik och anpassa innehåll. Genom att använda denna sida godkänner du vår användning av cookies.
Sekretesspolicy